
18232796661
鳳遠機械鑄鐵平臺(鑄鐵平板)生產工藝流程
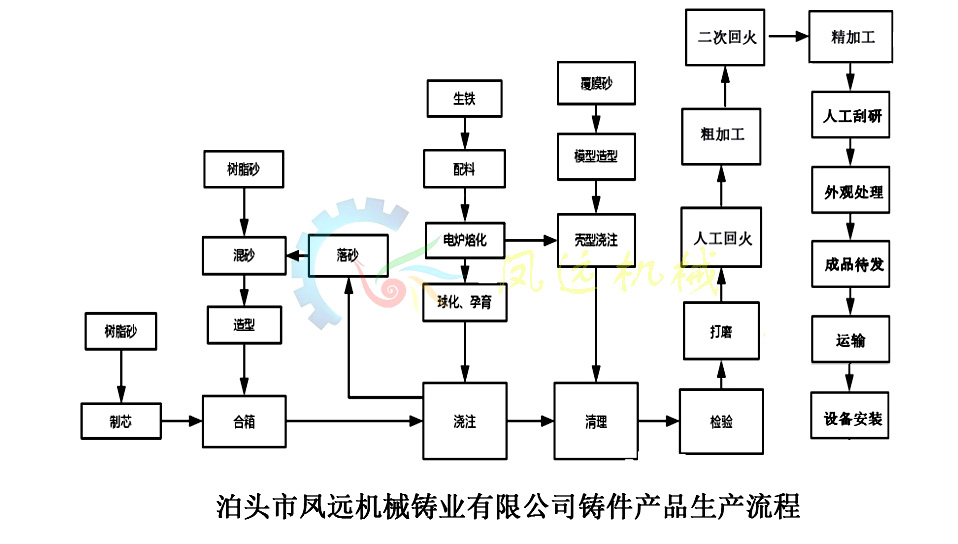
鳳遠機械鑄造采用樹脂砂自動生產線,用于生產各種鑄鐵平臺、鑄鐵平板、鑄鐵工作臺等鑄件,詳細工藝如下所述:
開模具: 鑄鐵平臺生產前和需方確定好圖紙后采用消失模模具開模放出加工量,模具制作完成后按照圖紙尺寸核實,消失模具上用手工浸涂水性涂料,完成浸涂的模型在車間內自然風干。
造型: 在空砂箱中置入定量的型砂,再把風干的模型放入砂箱中并使其穩固,然后添加型砂,振實,造型完成。
合箱澆鑄:利用電爐熔化生鐵后轉移至鐵水包中,由澆冒口倒入砂型中進行澆注,澆注后冷卻。
清砂:鑄鐵平臺毛坯冷卻后振動落砂。
毛坯回火:落砂后的鑄件進行退火處理,把毛坯放置到回火窯后,以平均每小時增加30℃,達到860℃時恒溫保持4小時后,每小時降溫30℃。
粗加工: 毛坯退火后按照圖紙尺寸進行銑床粗加工。
貳次退火處理 :粗加工后再進行退火處理,以平均每小時增加 30 ℃,達到 550 ℃時恒溫保持 4 小時后,每小時降溫 30 ℃。
精加工: 退火后,平臺底部涂刷紅色防銹漆,風干后進行數控機床精加工。
工作面排點: 精加工后進行人工刮研排點。
外觀處理: 工作面涂刷防護油,進行外觀處理(非加工面周邊涂刷藍色面漆,工作面邊沿涂刷灰色面漆)、包裝。
詳細流程如下圖所示:
鳳遠機械生產單重35T以內鑄鐵件、3噸以內球墨鑄件及5噸以內鑄鋼件。詳情請咨詢在線客服,www.klttec.com祝您訪問愉快!





產品目錄
聯系方式
泊頭市鳳遠機械鑄業有限公司
地址: 河北省泊頭市交河西工業集中區
手機: 18232796661微信同號
Q Q: 594457355

地址: 河北省泊頭市交河西工業集中區
電話: 0317-8176908
0317-8036020
傳真: 0317-8176910手機: 18232796661微信同號
Q Q: 594457355
企業郵箱:fyjxlj@163.com
18232796661@163.com
友情鏈接
公司名稱:泊頭市鳳遠機械鑄業有限公司 公司地址:河北省泊頭市交河西工業集中區 電話:0317-8176908 傳真:0317-8176910 手機:18232796661 網址:http://www.klttec.com
泊頭市鳳遠機械鑄業有限公司 2011(C)版權所有 并對網站所有內容保留解釋權 冀ICP備15006117號-2

冀公網安備 13098102000329號
PowerBy:速貝·網搜寶 網站建設:中科四方 技術支持:速貝微博

